Š|æń½Öķ”¢ķĪĄ
õ║¦ÕōüõĖŁÕ┐ā
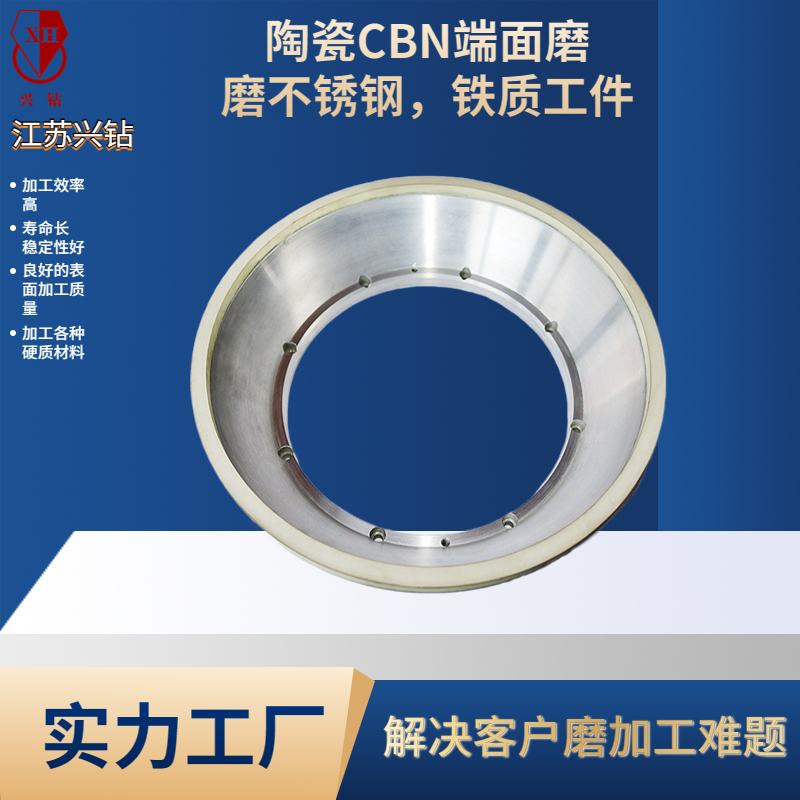
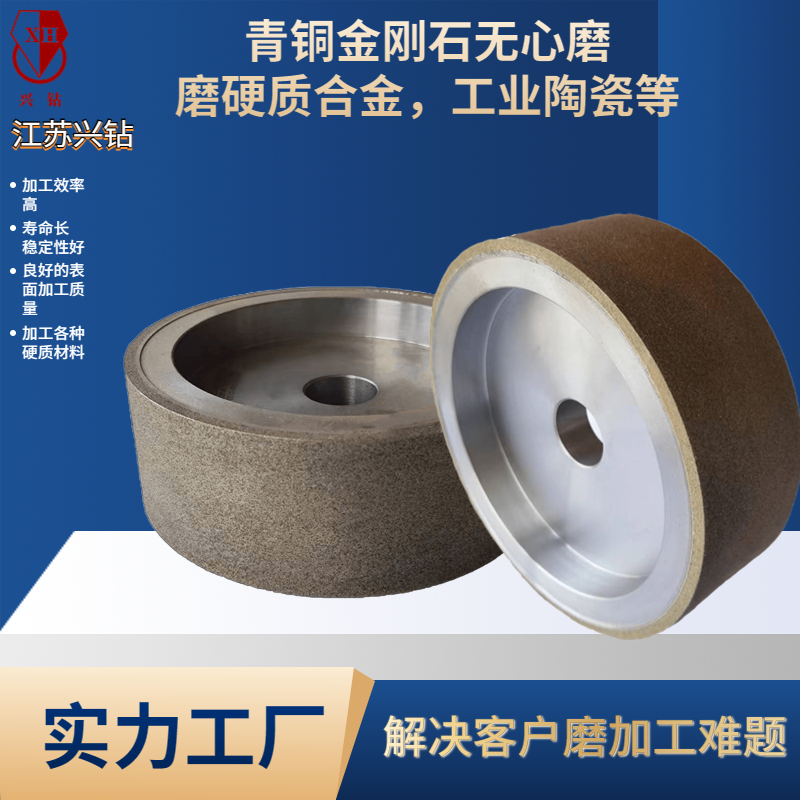
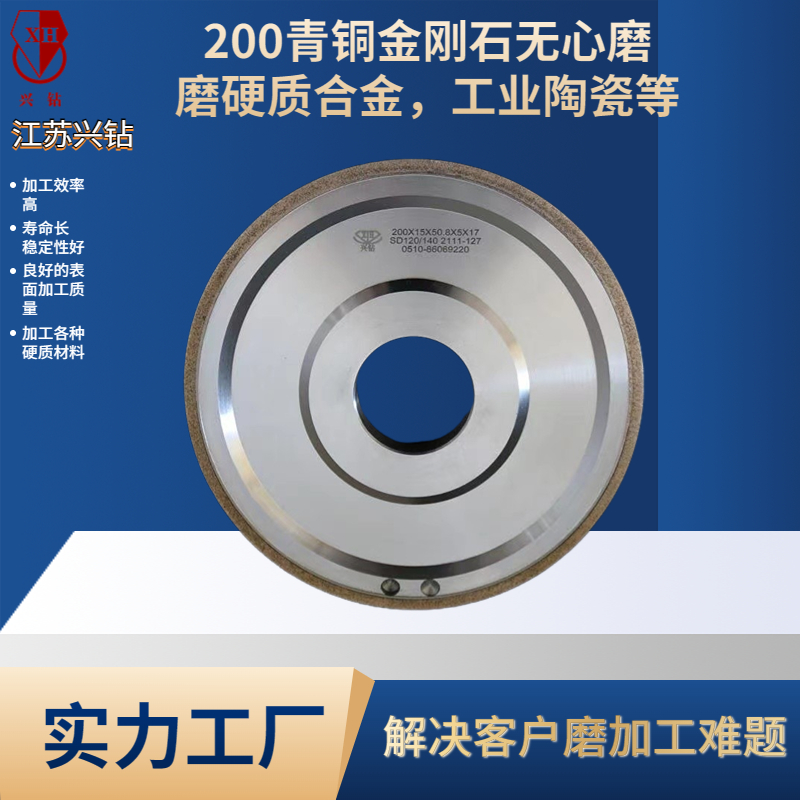
ķØÆķō£ķćæÕłÜń¤?amp;CBNńĀéĶĮ«
µĀ?w©©i)ĶäéķćæÕłÜń?amp;CBNńĀéĶĮ«
ķÖČńōĘķćæÕłÜń¤?amp;CBNńĀéĶĮ«
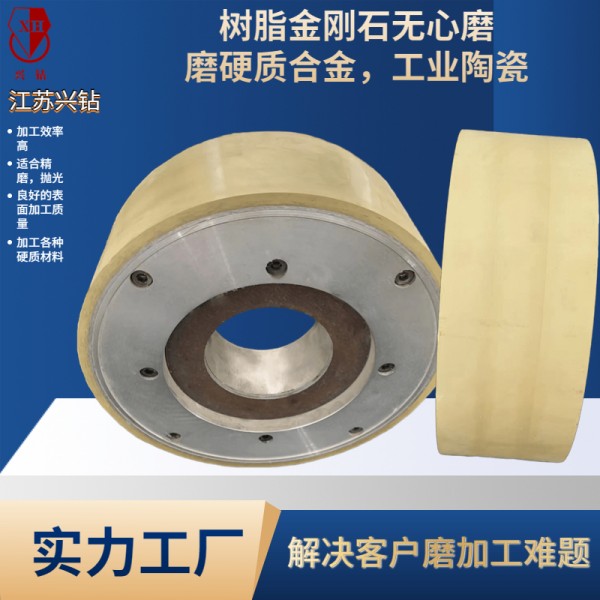
ńö?sh©┤)ķĢĆķćæÕłÜń¤?amp;CBNńĀéĶĮ«
ķÆÄńäŖķćæÕłÜń¤│ńĀéĶĮ?/div>
µŚĀÕ┐ā╝é©ķćæÕłÜń¤│&CBNńĀéĶĮ«
ķćæÕłÜń¤?amp;CBNńĀöńŻ©ńø?/div>